Współcześnie możemy prawidłowo gospodarować ogumieniem, eksploatując je we właściwy, zgodny z przeznaczeniem sposób, wykonując w odpowiednim czasie pogłębienie bieżnika i przekazując dobre karkasy do bieżnikowania. Możemy wówczas powiedzieć, że nasze opony „przepracowały” odpowiedni przebieg. Jednym z ważnych elementów gospodarowania ogumieniem jest ratunek opony przez wykonanie prawidłowej naprawy. O tym później, w drugiej części rozpoczętego w poprzednim wydaniu nakładu.
 Pogłębianie rzeźby bieżnika
Pogłębianie rzeźby bieżnika
Mało kto zdaje sobie pewnie sprawę, że tak prosta i – wydawać by się mogło – oczywista czynność, jak pogłębianie bieżnika, wymaga również odpowiedniej wiedzy personelu. Zdarza się na przykład, że pogłębiane są bieżniki opon pojazdów osobowych, dostawczych, a nawet motocyklowych. Niestety, posiadanie urządzenia do pogłębiania bieżnika nie jest warunkiem wystarczającym wykonania takiej usługi. UWAGA! Pogłębiamy tylko opony oznaczone przez producenta REGROVABLE lub symbolem nożyka w kształcie literki U. Przed wykonaniem czynności kontrolujemy stan bieżnika, usuwając obce ciała z gumy. Powinno się również oponę zdemontować z felgi i ocenić jej stan techniczny. Pamiętajmy, że po pogłębieniu bieżnika opona wraca do pracy na kolejne kilkadziesiąt tys. km i na przykład w sytuacji uszkodzenia, które nie jest widoczne od zewnątrz, eksploatacja opony może być niebezpieczna.
 Pogłębianie wykonujemy tylko i wyłącznie za pomocą narzędzia do tego celu przeznaczonego. Jest nim gorący nóż w kształcie okrągłym (typ R-FIX). Głębokość i szerokość takiej operacji są określone przez producenta we wzorniku do pogłębiania rzeźby. Jeżeli nie dysponujemy precyzyjnymi informacjami od producenta, pogłębianie wykonujemy max. o 3 mm, zachowując jak najbardziej wierny w stosunku do istniejącego wzór bieżnika na oponie. Dziś na szczęście producenci pomagają nam w określeniu max. głębokości pogłębiania umieszczając we wskaźnikach TWI otworki wyznaczające właśnie tę wartość. Trzeba wiedzieć, że minimalna ilość gumy ochronnej, która musi pozostać nad opasaniem stalowym to 2 mm. Tu również producenci znaleźli doskonałe rozwiązanie. Coraz częściej stosują pierwszą warstwę opasania wykonaną z kordów tekstylnych, odpornych na wysokie temperatury. Warstwa ta w odróżnieniu od tych stalowych nie koroduje. To z kolei powinno przyczynić się do mniejszej ilości złomowanych karkasów do bieżnikowania.
Pogłębianie wykonujemy tylko i wyłącznie za pomocą narzędzia do tego celu przeznaczonego. Jest nim gorący nóż w kształcie okrągłym (typ R-FIX). Głębokość i szerokość takiej operacji są określone przez producenta we wzorniku do pogłębiania rzeźby. Jeżeli nie dysponujemy precyzyjnymi informacjami od producenta, pogłębianie wykonujemy max. o 3 mm, zachowując jak najbardziej wierny w stosunku do istniejącego wzór bieżnika na oponie. Dziś na szczęście producenci pomagają nam w określeniu max. głębokości pogłębiania umieszczając we wskaźnikach TWI otworki wyznaczające właśnie tę wartość. Trzeba wiedzieć, że minimalna ilość gumy ochronnej, która musi pozostać nad opasaniem stalowym to 2 mm. Tu również producenci znaleźli doskonałe rozwiązanie. Coraz częściej stosują pierwszą warstwę opasania wykonaną z kordów tekstylnych, odpornych na wysokie temperatury. Warstwa ta w odróżnieniu od tych stalowych nie koroduje. To z kolei powinno przyczynić się do mniejszej ilości złomowanych karkasów do bieżnikowania.
A może opona bieżnikowana?
Właśnie proces bieżnikowania, czy to „na gorąco” (od stopki do stopki), czy „na zimno” (tylko pas bieżnika) pozwala oponie wrócić do eksploatacji w stanie porównywalnym do opony nowej. Na właściwy proces i na dobrą jakość opony po bieżnikowaniu ma wpływ każdy, kto miał bezpośredni z nią kontakt w czasie jej „pierwszego życia”. Wymienić można tu dla przykładu osobę, która montowała i pompowała nową oponę lub kierowcę, który ją użytkował. Do tego grona należy także serwisant, który ją kontrolował i pogłębiał jej rzeźbę, a także zakład bieżnikowania opon, który ją weryfikował. Jeżeli na przestrzeni „pierwszego życia” opona była traktowana właściwie, jako zregenerowana w procesie bieżnikowania będzie dalej właściwie pracować. Przyczyni się tym samym do poprawy wyników finansowych przewoźników, a także w bardzo istotny sposób do ochrony środowiska.
 Zastanawiacie się Państwo, w jaki sposób pierwsza z wymienionych osób może przyczynić się do pogorszenia jakości opony bieżnikowanej. Wystarczy, że zastosuje np. nieodpowiednią pastę do montażu, zmontuje oponę, wykonując choćby najmniejsze mikrouszkodzenie gumy na stopce lub napompuje ją bez przepompowania w koszu. Wówczas opona z pewnością nie wykona zakładanego przebiegu.
Zastanawiacie się Państwo, w jaki sposób pierwsza z wymienionych osób może przyczynić się do pogorszenia jakości opony bieżnikowanej. Wystarczy, że zastosuje np. nieodpowiednią pastę do montażu, zmontuje oponę, wykonując choćby najmniejsze mikrouszkodzenie gumy na stopce lub napompuje ją bez przepompowania w koszu. Wówczas opona z pewnością nie wykona zakładanego przebiegu.
Poprawny montaż
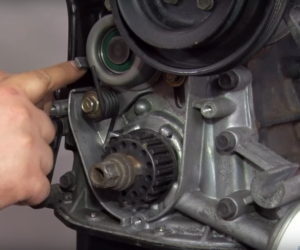
Po wykonaniu naprawy we właściwy sposób opona powinna być poprawnie zamontowana. W pierwszej kolejności powinniśmy sprawdzić jakość felgi, bo one też ulegają zniszczeniu. Pamiętajmy również o stosowaniu właściwej pasty, tzn. takiej, która nie zawiera destylatów ropy naftowej. Zadbajmy, aby montaż odbywał się w bezpieczny sposób. Możliwe są tu dwa rozwiązania – tylko dyskiem lub kłem maszyny. Uważam, że serwisant z doświadczeniem i odpowiednimi umiejętnościami sam potrafi rozstrzygnąć, w którym przypadku montaż kłem jest konieczny, a kiedy można zrobić to również bezpiecznie tylko dyskiem. Następnym etapem właściwego montażu jest pompowanie opony w koszu do wartości ciśnienia eksploatacyjnego plus 1,5-2 bar powyżej. Dopiero po odpuszczeniu do wartości prawidłowej możemy się do niej zbliżyć i bezpiecznie wykonać pozostałe czynności, czyli wyważenie i montaż na piaście.
Dodam jeszcze, że wielokrotnie zniszczenie stopek opon ciężarowych jest wynikiem braku przepompowywania opon. Tylko poprzez przepompowanie możemy jej zapewnić prawidłowe osadzenie na feldze. Do oceny jego prawidłowości służą linie centrujące znajdujące się na obwodzie opony w strefie stopki. W przypadku pompowania koła na feldze wieloczęściowej wykonujemy najpierw pompowanie wstępne z zabezpieczeniem typu „H” do wartości max. 1,5 bar. Przy tej wartości pierścień powinien znaleźć się we właściwym położeniu. Następnie umieszczamy oponę w koszu i pompujemy ją zgodnie z zasadami.
Wszystkim powinno zależeć na tym, żeby opony dawały satysfakcjonujące osiągi ich użytkownikom, ale także i na tym, abyśmy nie słyszeli więcej o wypadkach z udziałem opon kół, które podczas pompowania są przyczyną śmierci lub trwałego kalectwa czasem bardzo młodych ludzi.
Stosowanie się do zasad opisanych w powyższym tekście, pozwoli nie tylko skrócić czas usługi dla klienta, ale również przeprowadzić ją poprawnie i bezpiecznie.





Komentarze