 Dzisiaj rozważać będziemy typowy przy- kład naprawy uszkodzonego boku opony ciężarowej całostalowej. Spotykam się bardzo często na szkoleniach z opinią, że bok opony ciężarowej jest nienaprawialny. Z drugiej zaś strony słyszy się, że jest ona naprawiana, lecz w sposób niewłaściwy, wręcz niedopuszczalny. Znowu powtarza się pytanie – gdzie podziała się technologia? Nie muszę chyba przypominać, w jakich warunkach pracuje opona ciężarowa. Dalekie trasy, przegrzewanie się, duże obciążenia, różnorodne nawierzchnie, ciężar własny i wiele, wiele innych czynników. Tak więc pewne jest, że należy poświęcić stosownie dużo czasu i fachowej wiedzy, aby przywrócić jej używalność. Nie może być pobłażania w skrótach technologicznych podczas naprawy opon osobowych, a tym bardziej ciężarowych. Spróbujmy zatem znów wspólnymi siłami i prześledzić tok postępowania przy naprawie opony ciężarowej.
Dzisiaj rozważać będziemy typowy przy- kład naprawy uszkodzonego boku opony ciężarowej całostalowej. Spotykam się bardzo często na szkoleniach z opinią, że bok opony ciężarowej jest nienaprawialny. Z drugiej zaś strony słyszy się, że jest ona naprawiana, lecz w sposób niewłaściwy, wręcz niedopuszczalny. Znowu powtarza się pytanie – gdzie podziała się technologia? Nie muszę chyba przypominać, w jakich warunkach pracuje opona ciężarowa. Dalekie trasy, przegrzewanie się, duże obciążenia, różnorodne nawierzchnie, ciężar własny i wiele, wiele innych czynników. Tak więc pewne jest, że należy poświęcić stosownie dużo czasu i fachowej wiedzy, aby przywrócić jej używalność. Nie może być pobłażania w skrótach technologicznych podczas naprawy opon osobowych, a tym bardziej ciężarowych. Spróbujmy zatem znów wspólnymi siłami i prześledzić tok postępowania przy naprawie opony ciężarowej.
Procedura naprawy
 1. Przed przystąpieniem do pracy dokonujemy jak zawsze dokładnej inspekcji opony, która pozwoli nam na podjęcie ostatecznej decyzji co do możliwości naprawy. Skupiamy naszą uwagę na uszkodzeniu i określamy jego rozległość. Tabela doboru wkładów pozwoli nam na podjęcie wstępnej decyzji o ewentualności przystąpienia do dalszej pracy. Ale to nie wszystko. Kontrolujemy pozostałe strefy opony określając jej stan. Dokładnie oglądamy istniejące już naprawy (jeśli takie w oponie występują) i jeśli test inspekcji przebiegnie pomyślnie, możemy rozpocząć pracę.
1. Przed przystąpieniem do pracy dokonujemy jak zawsze dokładnej inspekcji opony, która pozwoli nam na podjęcie ostatecznej decyzji co do możliwości naprawy. Skupiamy naszą uwagę na uszkodzeniu i określamy jego rozległość. Tabela doboru wkładów pozwoli nam na podjęcie wstępnej decyzji o ewentualności przystąpienia do dalszej pracy. Ale to nie wszystko. Kontrolujemy pozostałe strefy opony określając jej stan. Dokładnie oglądamy istniejące już naprawy (jeśli takie w oponie występują) i jeśli test inspekcji przebiegnie pomyślnie, możemy rozpocząć pracę.
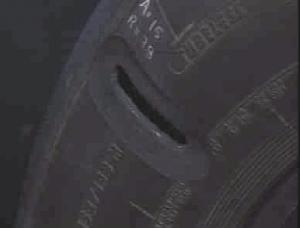
 2. Przystępujemy do wycięcia i oszorstkowania zewnętrznej warstwy gumy w obrębie uszkodzenia. W przypadku opony ciężarowej o stosunkowo grubym boku do odkrycia uszkodzenia zaleca się użycia noża czaszowego Ø 30 mm, jak również pierścienia 50 mm x 5 mm lub 50 mm x 10 mm.
2. Przystępujemy do wycięcia i oszorstkowania zewnętrznej warstwy gumy w obrębie uszkodzenia. W przypadku opony ciężarowej o stosunkowo grubym boku do odkrycia uszkodzenia zaleca się użycia noża czaszowego Ø 30 mm, jak również pierścienia 50 mm x 5 mm lub 50 mm x 10 mm.
Uwaga! Należy uważać aby narzędzie nie uszkadzało zdrowych linek stalowych radialnego karkasu
 Pamiętajmy o obrotach narzędzi napędzających – do 3000 obr./min. Przy umiejętnym posługiwaniu się pierścieniem możemy już wstępnie przygotować lejek uszkodzenia. Za pomocą szpikulca dokonujemy inspekcji brzegów uszkodzenia, sprawdzamy czy nie nastąpiło rozwarstwienie, sprawdzamy również czy stalowe linki karkasu nie są skorodowane. Wstępnie określamy ilość uszkodzonych linek (szerokość) i długość uszkodzenia (mierzona radialnie).
Pamiętajmy o obrotach narzędzi napędzających – do 3000 obr./min. Przy umiejętnym posługiwaniu się pierścieniem możemy już wstępnie przygotować lejek uszkodzenia. Za pomocą szpikulca dokonujemy inspekcji brzegów uszkodzenia, sprawdzamy czy nie nastąpiło rozwarstwienie, sprawdzamy również czy stalowe linki karkasu nie są skorodowane. Wstępnie określamy ilość uszkodzonych linek (szerokość) i długość uszkodzenia (mierzona radialnie).
3. Następnym etapem jest usunięcie uszkodzonych linek kordu stalowego i precyzyjne ich zakończenie (stabilizacja w gumie). Starajmy się wykonywać tę czynność bardzo dokładnie, aby podczas wycinania linek już uszkodzonych nie naruszać zdrowej struktury karkasu.
Uwaga! Pamiętajmy, że każda kolejna odsłonięta linka kordu stalowego powinna być usunięta.
 W celu usunięcia linek posłużyć się możemy szczypcami do wycinania kordu lub frezem do wycinania linek kordu Ø 3 mm o prędkości obrotowej max do 25000 obr./min. Stabilizację linek stalowych w gumie przeprowadzamy przy użyciu twardego kamienia szlifierskiego – jego wielkość i kształt dobieramy według potrzeb.
W celu usunięcia linek posłużyć się możemy szczypcami do wycinania kordu lub frezem do wycinania linek kordu Ø 3 mm o prędkości obrotowej max do 25000 obr./min. Stabilizację linek stalowych w gumie przeprowadzamy przy użyciu twardego kamienia szlifierskiego – jego wielkość i kształt dobieramy według potrzeb.
Uwaga! Podczas szlifowania linek stalowych kordu należy zabezpieczyć się w okulary ochronne.
 Dokładnie sprawdzamy (tak z zewnątrz, jak i wewnątrz opony) czy uszkodzenie zostało faktycznie zakończone (zaoczkowane). Po wykonaniu powyższej czynności kanał uszkodzenia należy oczyścić szczotką stalową na trzpieniu 6 mm w celu pozbycia się ze ścianek kanału resztek przypalonej podczas szlifowania kamieniem gumy. Pamiętajmy o wykonaniu od strony wewnętrznej opony delikatnego kontr-lejka.
Dokładnie sprawdzamy (tak z zewnątrz, jak i wewnątrz opony) czy uszkodzenie zostało faktycznie zakończone (zaoczkowane). Po wykonaniu powyższej czynności kanał uszkodzenia należy oczyścić szczotką stalową na trzpieniu 6 mm w celu pozbycia się ze ścianek kanału resztek przypalonej podczas szlifowania kamieniem gumy. Pamiętajmy o wykonaniu od strony wewnętrznej opony delikatnego kontr-lejka.
 4. Wymiarujemy wielkość uszkodzenia, posługując się w tym celu tabelą doboru wkładów. Należy zwrócić uwagę, aby pomiar został dokonany prawidłowo. Dla danego rozmiaru opony, którą naprawiamy, odczytujemy z tabeli wartości uszkodzenia i przynależny temu wkład naprawczy. Jeżeli wartości uszkodzenia przekraczają dopuszczalne maksymalne wartości określone w tabeli doboru wkładów, należy uznać oponę za nienaprawialną.
4. Wymiarujemy wielkość uszkodzenia, posługując się w tym celu tabelą doboru wkładów. Należy zwrócić uwagę, aby pomiar został dokonany prawidłowo. Dla danego rozmiaru opony, którą naprawiamy, odczytujemy z tabeli wartości uszkodzenia i przynależny temu wkład naprawczy. Jeżeli wartości uszkodzenia przekraczają dopuszczalne maksymalne wartości określone w tabeli doboru wkładów, należy uznać oponę za nienaprawialną.
Uwaga! Sposób wykonania pomiaru jest zazwyczaj przedstawiony w każdej tabeli doboru wkładów lub w katalogach dostawcy materiałów.
Dobór właściwego wkładu naprawczego stanowi gwarancję odwzorowania wytrzymałości osnowy opony w miejscu uszkodzenia.
 5. Mając przygotowany lejek uszkodzenia, oczyszczamy starannie całość za pomocą szczotki mosiężnej i dokonujemy pomiaru przekroju opony, potrzebnej do określenia długości czasu wulkanizacji.
5. Mając przygotowany lejek uszkodzenia, oczyszczamy starannie całość za pomocą szczotki mosiężnej i dokonujemy pomiaru przekroju opony, potrzebnej do określenia długości czasu wulkanizacji.
Uwaga! Pamiętamy, że czas wulkanizacji liczymy w minutach (4 min. na każdy mm grubości opony) z uwzględnieniem naddatku gumy wypełniającej lejek uszkodzenia.
 6. Obszar uszkodzenia pokrywamy cienką warstwą płynu wulkanizacyjnego do wulkanizacji na gorąco (Thermo Liquid). Czekamy aż powierzchnia pokryta płynem całkowicie wyschnie, pozwalając na wypełnienie lejka surówką gumową. W czasie wysychania powierzchni pokrytej płynem wulkanizacyjnym do wulkanizacji przygotowujemy surówkę do wypełniania lejków. W celu jej lepszego wykładania powinna zostać uplastyczniona przez podgrzanie.
6. Obszar uszkodzenia pokrywamy cienką warstwą płynu wulkanizacyjnego do wulkanizacji na gorąco (Thermo Liquid). Czekamy aż powierzchnia pokryta płynem całkowicie wyschnie, pozwalając na wypełnienie lejka surówką gumową. W czasie wysychania powierzchni pokrytej płynem wulkanizacyjnym do wulkanizacji przygotowujemy surówkę do wypełniania lejków. W celu jej lepszego wykładania powinna zostać uplastyczniona przez podgrzanie.
Uwaga! Surówka powinna być podgrzana na płycie do podgrzewania o kontrolowanej temperaturze, nie przekraczającej 80° C.
 7. Kanał oraz lejek uszkodzenia wypełniamy starannie uplastycznioną surówką, dorolowywując kolejne nakładane warstwy w celu wyeliminowania powietrza. Warstwa mieszanki powinna być wyłożona z naddatkiem ok. 2 mm. Wypełnianie lejka uszkodzenia można przeprowadzić, używając do tego celu miniekstrudera, coraz bardziej powszechnego w wyspecjalizowanych firmach wulkanizacyjnych.
7. Kanał oraz lejek uszkodzenia wypełniamy starannie uplastycznioną surówką, dorolowywując kolejne nakładane warstwy w celu wyeliminowania powietrza. Warstwa mieszanki powinna być wyłożona z naddatkiem ok. 2 mm. Wypełnianie lejka uszkodzenia można przeprowadzić, używając do tego celu miniekstrudera, coraz bardziej powszechnego w wyspecjalizowanych firmach wulkanizacyjnych.
 8. Przygotowujemy oponę do osadzenia w termopresie. W związku z dość dużym ciężarem opony najlepiej ułożyć ją na podłodze i wówczas zainstalować termopres. W zależności od typu termopresu czy też innego urządzenia wygrzewającego, w razie potrzeby zastosować należy woreczki z granulatem aluminiowym oraz przekładki w postaci blach aluminiowych.
8. Przygotowujemy oponę do osadzenia w termopresie. W związku z dość dużym ciężarem opony najlepiej ułożyć ją na podłodze i wówczas zainstalować termopres. W zależności od typu termopresu czy też innego urządzenia wygrzewającego, w razie potrzeby zastosować należy woreczki z granulatem aluminiowym oraz przekładki w postaci blach aluminiowych.
Uwaga! Pamiętajmy, aby do każdego użytego woreczka dodać dodatkowo 60 minut grzania.
 9. Obliczanie czasu wulkanizacji – jak w pkt. 5. Po wulkanizacji oponę zdemontować i pozostawić do wystygnięcia.
9. Obliczanie czasu wulkanizacji – jak w pkt. 5. Po wulkanizacji oponę zdemontować i pozostawić do wystygnięcia.
Uwaga! Nie należy studzić opony przez zanurzanie jej w wodzie, ponieważ powodujemy wstrzymanie procesu wulkanizacyjnego.
 10. Oponę umieszczamy na stanowisku naprawczym i dokonujemy oznaczenia miejsca osadzenia wkładu przez obrysowanie kredą na powierzchni warstwy butylowej.
10. Oponę umieszczamy na stanowisku naprawczym i dokonujemy oznaczenia miejsca osadzenia wkładu przez obrysowanie kredą na powierzchni warstwy butylowej.
 11. Szorstkowanie. Powierzchnia warstwy butylowej powinna być odtłuszczona za pomocą chemicznego preparatu i skrobaka.
11. Szorstkowanie. Powierzchnia warstwy butylowej powinna być odtłuszczona za pomocą chemicznego preparatu i skrobaka.
Uwaga! W przypadku radialnych opon ciężarowych całostalowych, zaleca się usuwanie warstwy butylowej w miejscu osadzania wkładu, natomiast warstwa aktywna wkładu naprawczego powinna zostać zdublowana.
Usuwanie butylu przeprowadzić możemy poprzez szorstkowanie warstwy butylowej, używając do tego celu ściernicy czaszowej, szczotki w PVC lub wycinarki (Cuttera). Wokół usuniętego butylu należy oszorstkować brzegi na ok. 1 cm jako powierzchnię przylegania i uszczelnienia dla zdublowanego wkładu.
12. Po oczyszczeniu powierzchni z pyłu (odkurzacz podciśnieniowy, szczotka mosiężna) przystępujemy do naniesienia płynu wulkanizacyjnego, obficie wsmarowując go w powierzchnię oszorstkowaną. Po wyschnięciu płynu (co sprawdzamy za pomocą wierzchniej części palca) przygotowujemy uprzednio dobrany wkład.
Uwaga! Nie należy nigdy przyspieszać procesu odparowywania płynu wulkanizacyjnego.
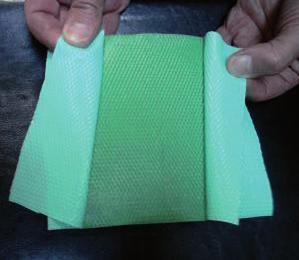 13. Laminowanie wkładu naprawczego. Wybrany uprzednio wkład naprawczy, pozbawiamy folii ochronnej, smarujemy odsłoniętą część wkładu płynem wulkanizacyjnym i czekamy, aż powierzchnia dokładnie wyschnie.
13. Laminowanie wkładu naprawczego. Wybrany uprzednio wkład naprawczy, pozbawiamy folii ochronnej, smarujemy odsłoniętą część wkładu płynem wulkanizacyjnym i czekamy, aż powierzchnia dokładnie wyschnie.
Uwaga! Czynność tę wykonujemy starannie, aby nie zabrudzić wkładu.
 Przycinamy mieszankę gumową służącą do laminowania wkładów (Floater Gum) tak, aby brzegi mieszanki wychodziły około 1-1,5 cm poza brzegi wkładu. Przykładamy mieszankę do wyschniętej powierzchni wkładu i całość dorolowujemy za pomocą rolki gładkiej o szer. 12 mm. Korygujemy wielkość wystającej poza wkład mieszanki laminującej, przycinając nożyczkami tak, aby pozostawić ok. 0,8 mm na każdą stronę wkładu. Folię na warstwie dublującej przecinamy nożem, by można było oderwać ją podczas osadzania wkładu.
Przycinamy mieszankę gumową służącą do laminowania wkładów (Floater Gum) tak, aby brzegi mieszanki wychodziły około 1-1,5 cm poza brzegi wkładu. Przykładamy mieszankę do wyschniętej powierzchni wkładu i całość dorolowujemy za pomocą rolki gładkiej o szer. 12 mm. Korygujemy wielkość wystającej poza wkład mieszanki laminującej, przycinając nożyczkami tak, aby pozostawić ok. 0,8 mm na każdą stronę wkładu. Folię na warstwie dublującej przecinamy nożem, by można było oderwać ją podczas osadzania wkładu.
14. Pozycjonujemy wkład w taki sposób, aby oznaczenie strzałkami na wkładzie wskazywało dokładnie kierunek radialny – bead to bead (stopka do stopki).
Uwaga! Przed osadzeniem wkładu należy zwolnić uchwyty rozwieracza, aby opona była odprężona.
Osadzony poprawnie wkład należy dorolować rolką o szer. 4 mm od środka wkładu w kierunku na zewnątrz, w celu usunięcia się spod wkładu ewentualnych pęcherzy powietrza.
Uwaga! Po skończonej czynności brzegi wkładu należy koniecznie przesmarować Sealinerem tak, aby zabezpieczyć wszystkie miejsca warstwy butylowej, które zostały oszorstkowane w okolicy wkładu, w celu uzyskania szczelności.
15. Do kosmetyki zewnętrznej opony używamy typowego wałka szlifierskiego z papierem ściernym.
Uwaga! Pamiętajmy, że tak naprawioną oponę możemy oddać do dalszego użytkowania dopiero po upływie ok. 24 h, kiedy to zakończy się chemiczny proces wulkanizacji.
Dziękuję Państwu za uwagę i jak zwykle do zobaczenia na szkoleniach.
Autor: Grzegorz Borysiak
Artykuł ukazał się w numerze 7-8 (75) lipiec-sierpień 2010 Przeglądu Oponiarskiego





Komentarze