Póki co, parę słów przypomnienia, czym
jest pojęcie wulkanizacja. Przecież na co
dzień pracujemy w warsztatach często
określanych jako wulkanizacyjne, a to
już do czegoś zobowiązuje. Wulkanizacja
jest procesem fizyko-chemicznym
towarzyszącym produkcji i obróbce
gumy, w której główne składniki – polimery
(kauczuk naturalny i syntetyczny)
łączą się chemicznie za pomocą siarki,
będącej katalizatorem. Właśnie od niej
uzależnionych jest większość rodzajów
wulkanizacji. Zjawisko to zostało odkryte
w pierwszej połowie XIX wieku przez
Charlesa Goodyera i jest wykorzystywane
do dzisiaj z pewnymi modyfikacjami,
niemniej jednak efekt końcowy jest
ten sam – elastyczna, zwulkanizowana
guma, w znacznym stopniu różniąca się
od surowego kauczuku.
Po co się wulkanizuje?
Wulkanizację przeprowadza się mieszając rozdrobnioną siarkę rombową z kauczukiem, a otrzymaną mieszankę nanosi się na specjalne bębny zwane kalandrami, gdzie w temperaturze ok. 150°C następuje reakcja sieciowania. Zależnie od warunków wulkanizacji, rodzaju użytego kauczuku i proporcji siarki do kauczuku można uzyskiwać twardsze lub bardziej miękkie rodzaje gumy. Im większa gęstość sieciowania kauczuku, tym mniej elastyczna (twardsza) i wolniej ścierająca się guma.
Dlaczego poruszamy właśnie ten temat? Wielu czytelników, którzy prowadzą warsztaty wulkanizacyjne, chciałoby przywrócić naprawy „na gorąco”, inni natomiast, którzy zaczynają pracę w branży oponiarskiej pytają, czy wulkanizacja „na gorąco” ma przyszłość i czy warto inwestować w urządzenia tego typu? To trudne pytanie. Jeśli zadają je osoby, które naprawiają już od dłuższego czasu poważne uszkodzenia opon osobowych, ciężarowych, a nawet i rolniczych, to „strach się bać”!
Technologia naprawy opon wymaga w pewnych – nawet w wielu – przypadkach, obróbki gumy (wulkanizacji) „na gorąco”. Nie wyobrażam sobie warsztatu obsługującego całą gamę pojazdów począwszy od motocykli aż po maszyny rolnicze, aby nie posiadał jakiegoś urządzenia do wygrzewania opon. Przyzwyczailiśmy się do szybkich napraw metodą chemiczną. Pozwalają na to nowoczesne materiały naprawcze różnych marek. Fakt, wygodne to i szybkie, ale z punktu widzenia technologii nie wszystko da się załatać „na zimno”, bo może to być niebezpieczne dla użytkownika takiego pojazdu.
Opisany na wstępie proces wulkanizacji przenosimy do naszych warsztatów, gdzie dokonując napraw odtwarzamy brakujące elementy gumy. Aby zapewnić pełne bezpieczeństwo użytkownikowi, guma musi być zwulkanizowana i odpowiadać właściwościom mieszanki, z której wykonana jest opona.
Szczypta historii
Wielu z nas pamięta stare warsztaty wulkanizacyjne wyposażone w ubogi lecz bardzo funkcjonalny i skuteczny sprzęt jak na tamte czasy. Tak to bywało na początku wulkanizacji.
Poniżej prasa wulkanizacyjna Shalera

I oto kolejny przykład podwójnej praski wulkanizacyjnej Shalera. W całkiem dobrej kondycji.

Prowadząc szkolenia w różnych zakątkach Polski lub poza jej granicami, spotykałem różne przyrządy do wulkanizacji (nawet własnej konstrukcji), które porzucone wiele lat temu już nie pracują – a szkoda.
Na jednej z amerykańskich stron internetowych toczyła się dyskusja dotycząca szybkich napraw dętek i opon. Padło tam pytanie: „Czy można jeszcze, i gdzie, kupić zestawy naprawcze i materiały do wulkanizacji „na gorąco”, których kiedyś używano przy zastosowaniu imadełka z talerzykiem i kostką palną utrzymującą przez kilka minut dość wysoką temperaturę, wulkanizując do dętki lub opony znajdujący się pod nią materiał?
Od razu odpowiem. Chyba już nie można kupić, ale wspominać można. Sam przypominam sobie naprawy tego typu zestawem.
Spójrzmy: zestaw materiałów naprawczych i materiałów naprawczych „na gorąco” Camel)

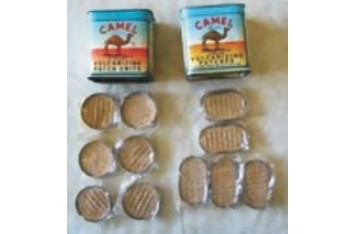
Jak widzimy, już dawniej myślano o naprawach i najprostszych urządzeniach, które pozwoliłyby je wykonać. Czy naprawdę aż tak wiele się zmieniło od tamtych czasów?
Powrót do współczesności
To tyle, jeśli chodzi o krótki rys historyczny, tymczasem powróćmy do naszych realiów. Uważam, że problem wulkanizacji „na gorąco” jest na tyle poważny, że trzeba o nim mówić i przypominać. Wulkanizacja tego typu – często porzucona na korzyść nowoczesnych materiałów i stosowanych skrótów technologicznych w celu przyspieszenia pracy – powraca do swej świetności.
Wulkanizacja chemiczna to szybki sposób łączenia gumy, jednak wulkanizacja „na gorąco” jest i powinna być podstawowym elementem naprawy boku, czoła czy barku opony. Nie rozumiem zdziwienia, kiedy pytam pracowników dokonujących licznych, poważnych napraw opon ciężarowych czy posiadają termopres lub inne urządzenie do wygrzewania. W odpowiedzi słyszę – my wszystko robimy „na zimno” przy użyciu nowoczesnych technologii.
Niestety, znowu realia są trochę inne. Pomimo szkoleń i artykułów zamieszczanych na łamach Przeglądu Oponiarskiego nie wiem dlaczego odchodzi się od wymogów technologicznych. Na zadane mi pytanie: – Czy technologia wulkanizacji „na gorąco” jest warta inwestycji? – odpowiem pytaniem: – Czy wyobrażacie sobie poważne naprawy opon osobowych, ciężarowych czy rolniczych bez wulkanizacji „na gorąco”?
Dobrze wyposażony warsztat posiada również, a może i przede wszystkim, urządzenie do wygrzewania. Są technologie, które wykorzystują metodę naprawy chemicznej (na zimno) i wulkanizacji „na gorąco” jedno lub dwustopniowej, są też i takie technologie, które wymagają obróbki termicznej całego procesu jednocześnie (w tym przypadku metoda naprawy jest jednostopniowa – guma wypełniająca lejek uszkodzenia i osadzony wkład naprawczy są wygrzewane jednocześnie). Która z tych metod jest lepsza?
Wszystko zależy od przyjętej w warsztacie procedury, od wyposażenia warsztatu, no i oczywiście od doświadczenia pracowników. Bez tego nie wyobrażam sobie dobrze wykonanej pracy. Sama technologia napraw była już wprawdzie omawiana, ale warto ją przypomnieć.
Prawidłowa naprawa „na gorąco”
Na przykład uszkodzenie boczne opony osobowej, ciężarowej, rolniczej czy też wielkogabarytowej wymaga dokonania praktycznie tych samych czynności przygotowawczych do wulkanizacji „na gorąco”:
– staranna inspekcja i weryfikacja uszkodzenia,
– możliwości naprawy – wstępny pomiar uszkodzenia i sprawdzenie w tabeli doboru wkładów możliwości dokonania naprawy,
– wykonanie poprawnego lejka uszkodzenia,
– obliczenie grubości opony w miejscu uszkodzenia potrzebne do określenia czasu wulkanizacji,
– naniesienie płynu wulkanizacyjnego na przygotowany lejek uszkodzenia i starannie kontrolowany okres odparowywania płynu wulkanizacyjnego.
Uwaga! Należy sprawdzać stan powierzchni, a nie czas schnięcia.
– dobór właściwej mieszanki (jeśli mamy taką możliwość) o określonych parametrach twardości po wulkanizacji. Mieszankę dobieramy pod względem jej umiejscowienia (czoło, bok, bark opony),
– wyłożenie lejka uszkodzenia uplastycznioną mieszanką i dokładne jej dorolowanie,
– zamontowanie opony na dowolnym wulkanizatorze zgodnie z instrukcją urządzenia,
– określenie długości trwania wulkanizacji
– grubość opony w miejscu uszkodzenia + naddatek mieszanki przemnożony przez 4 min. na każdy 1 mm grubości. Od tej zasady nie ma żadnych odstępstw. Pamiętajmy że lepiej jest wydłużyć czas wulkanizacji, aniżeli go skracać.
Uwaga! Przypominam, iż opony rolnicze ze względu na bardzo wysoki i agresywny bieżnik wymagają użycia worków wypełniających przestrzenie międzyblokowe. W tym przypadku należy wydłużyć czas wulkanizacji o 50 proc. w stosunku do obliczonego. W innym przypadku, kiedy worek oddziela grzałkę wulkanizatora i miejsce uszkodzenia, dodajemy za każdym razem 60 min. na każdy worek.
Wśród urządzeń stosowanych do wulkanizacji na gorąco dominuje jak zwykle standardowy termopres przedstawiony poniżej.

Przedstawiony na powyższym zdjęciu termopres z dociskiem pneumatycznym przeznaczony jest raczej jako stacjonarny ze względu na swój ciężar i gabaryty. Na kolejnym zdjęciu widzimy termopres wielofunkcyjny, przeznaczony do prac na stole, jak również bezpośrednio na oponie leżącej na ziemi. Bywają też i urządzenia bardziej specjalistyczne jak wulkanizator EM I lub EM II przeznaczone do wulkanizacji opon przemysłowych i rolniczych.

Znajdziemy również i rarytasy jak przedstawiony poniżej.

LATEX 14-24 XL to prawdziwe „cacko” do opon OTR i EM. Tutaj mówimy już o prawdziwej „lokomotywie” do wulkanizacji dającej wielkie możliwości naprawcze. Jest jeszcze inne urządzenie MONAFLEX, które staje się coraz popularniejsze w naszych serwisach.
Posiada ono wielką zaletę, ponieważ można je stosować jako urządzenie „mobilne”, łatwe w obsłudze i bardzo skuteczne w działaniu. To wszystko działa i to bardzo dobrze. Są jednak pewne warunki: dobrze przygotowana kadra pracowników, zastosowanie właściwych materiałów (przede wszystkim mieszanek gumowych) oraz poprawnie przeprowadzona naprawa pod względem technologicznym.
Tylko taki zestaw daje pozytywny efekt końcowy. Wulkanizacja „na gorąco” to przecież nie tylko naprawy ogumienia, to również proces produkcji opon, gdzie w prasach wulkanizacyjnych panują iście aptekarskie zasady. Temperatura ok.176 stopni Celsjusza, ciśnienie – 22 bary i czas – ok. 10 minut. Tutaj efekt końcowy nie może być inny, niż POZYTYWNY – przecież my jeździmy na tych oponach. A co z naszymi klientami? Oni przecież też jeżdżą na oponach przez nas naprawianych. Tak więc obowiązuje nas i dokładność, i staranność wykonania naprawy.
Bieżnikowanie
Czy istnieją jeszcze inne formy wulkanizacji? Ależ oczywiście. Wszystko, co wykonane jest z gumy, można poddać procesowi wulkanizacji (zawory, dywaniki samochodowe, korki, uszczelki). Proces wulkanizacji, oprócz produkcji gumy, jest też stosowany do sklejania ze sobą dwóch lub więcej ich rodzajów materiałów (np. w trakcie produkcji, powlekania gumą tkanin i tworzyw oraz naprawiania i regenerowania opon. Otóż regeneracja opon, zwana inaczej bieżnikowaniem, jest jednym z najważniejszych procesów przedłużania „życia” oponom. Znamy dobrze wyroby wielu firm bieżnikujących opony zarówno osobowe, jak i ciężarowe. Są również i technologie bieżnikowania opon OTR i EM.
W Polsce mamy wiele bieżnikowni działających już od lat i coraz to bardziej rozwijających się i podnoszących jakość swoich wyrobów. Proces bieżnikowania jest odmienny od napraw ogumienia i prowadzony jest w prasach wulkanizacyjnych lub w autoklawach. Bieżniki do wulkanizacji posiadają na zewnątrz warstwę dobrze usieciowanej gumy, a od strony wewnętrznej celowo niedosieciowaną warstwę kauczuku zwanego gumą przekładkową, zmieszanego z środkiem sieciującym, który zaczyna działać dopiero w podwyższonej temperaturze.
Temperatury panujące w prasach wulkanizacyjnych sięgają 156 -160 stopni Celsjusza, a czas procesu zależy od paru istotnych czynników i rozmiaru opon.
W autoklawach panuje znacznie niższa temperatura, bo zaledwie 105-110 stopni Celsjusza (tzw. bieżnikowanie „na zimno”). Czas wulkanizacji uwarunkowany jest specyfiką materiałów użytych do procesu i wielu innych czynników.
Wulkanizacja, jak widać, ma wiele obliczy. Jedno jest pewne – to proces skomplikowany, który trzeba ciągle śledzić, kontrolować czy też korygować. Wszędzie tam, gdzie następuje połączenie gumy z gumą i dzieje się to za pomocą procesu wulkanizacyjnego w określonych warunkach, należy dbać o dobór materiałów do tego celu użytych i o ich „świeżość”. Często bywa, że materiały są bliskie końca terminu ważności lub nawet ten termin przekroczyły. Byłbym bardzo ostrożny, chcąc takie materiały stosować.
Uwaga! Nie bagatelizujmy tych przypadków. Trzeba je analizować i eliminować wszelkie błędy.
PS Pozdrawiam wszystkich stałych czytelników i życzę miłego wypoczynku i wygrzewania się rozgrzanych piaskach nadmorskich plaż.
Artykuł ukazał się w „Przeglądzie Oponiarskim”, nr 7-8 (85), lipiec-sierpień 2011.





Redakcja nie ponosi odpowiedzialności za treść komentarzy, które są wyłącznie prywatną opinią ich autorów. Jeśli uważasz, że któryś z kometarzy jest obraźliwy, zgłoś to pod adres redakcja@motofocus.pl.
poszukujący, 20 kwietnia 2018, 21:29 1 0
Bardzo dobrze przekazane informacje.
Dziękuję.
Odpowiedz