Prezentujemy poniżej ciąg dalszy artykułu dotyczącego uszkodzeń głowic silników. Pierwszą część prezentowaliśmy w ubiegłym tygodniu.
Nadwymiarowe komory wirowe
W silniku ZS z komorami wirowymi, jej wnętrze jest częścią komory spalania. Wysoka temperatura w niej panująca, korozyjne i erozyjne oddziaływanie gorących spalin sprawiają, że ulegają one eksploatacyjnemu zużyciu. Podczas naprawy głowicy są montowane tzw. nadwymiarowe komory wirowe. Określenie „nadwymiarowe” to skrót myślowy, bowiem jedynie średnice zewnętrzne, a w szczególności tej części komory wirowej, która jest wykorzystywana do uzyskania pasowania na „wcisk” w gnieździe głowicy (kołnierz lub tuleja komory wirowej – patrz fot.4 w cz.I), mają wymiar nieco większy, niż średnice tych samych części komory wirowej montowanej przez producenta. Powiększenie średnicy jest niezbędne bowiem, komory wirowe „wybijają” czyli powiększają średnice gniazd, w których są osadzone w głowicy, co zilustrowałem w cz. I artykułu. Nadwymiarowe komory wirowe można osadzić z wymaganym „wciskiem”, po naprawie gniazda.
![]()
![]() Fot.11 Niektórzy producenci uzyskują kształt wewnętrzny nadwymiarowej komory wirowej oraz kształt kanału łączącego obie części komory spalania (wnętrze komory wirowej i komora spalania nad tłokiem) przez toczenie i frezowanie. Nie pozwala to jednak na dokładne odwzorowanie kształtu obu elementów – wyjaśnienie w tekście.
Fot.11 Niektórzy producenci uzyskują kształt wewnętrzny nadwymiarowej komory wirowej oraz kształt kanału łączącego obie części komory spalania (wnętrze komory wirowej i komora spalania nad tłokiem) przez toczenie i frezowanie. Nie pozwala to jednak na dokładne odwzorowanie kształtu obu elementów – wyjaśnienie w tekście.
Nadwymiarowe komory wirowe są wykonywane przez zakłady regenerujące głowice, poprzez obróbkę skrawaniem (fot.11) lub jako odlewy precyzyjne (fot.12). Uzyskanie dokładnego wewnętrznego kształtu komory wirowej przez toczenie a kształtu kanału, łączącego jej wnętrze z częścią komory spalania umieszczoną nad tłokiem, przez frezowanie, nie jest jednak możliwe, bowiem oba te kształty nie są bryłami obrotowymi. Miałem okazję się o tym przekonać, gdy pokazano mi rdzenie woskowe, wykonane na bazie „oryginalnych” komór wirowych.
![]()
![]() Fot.12 Odlewanie nadwymiarowych komór wirowych metodą traconego wosku, wykonywane w firmie Moto-Szlif, pozwala dokładnie odwzorować kształt wewnętrzny komory wirowej oraz kształt kanału łączącego obie części komory spalania (wnętrze komory wirowej i komora spalania nad tłokiem). Po odlaniu, ścianki komory wewnętrznej oraz kanału, nie podlegają obróbce mechanicznej. Poddane są jej tylko zewnętrzne i czołowe powierzchnie tulejki oraz kołnierza komory wirowej. Wyjaśnienie określeń – patrz fot.4 w cz.I.
Fot.12 Odlewanie nadwymiarowych komór wirowych metodą traconego wosku, wykonywane w firmie Moto-Szlif, pozwala dokładnie odwzorować kształt wewnętrzny komory wirowej oraz kształt kanału łączącego obie części komory spalania (wnętrze komory wirowej i komora spalania nad tłokiem). Po odlaniu, ścianki komory wewnętrznej oraz kanału, nie podlegają obróbce mechanicznej. Poddane są jej tylko zewnętrzne i czołowe powierzchnie tulejki oraz kołnierza komory wirowej. Wyjaśnienie określeń – patrz fot.4 w cz.I.
Czy montaż nadwymiarowych komór wirowych, których kształty komory wewnętrznej i kanału nie są prawidłowo odwzorowane, będzie miał jakieś negatywne konsekwencje? Silnik taki będzie pracował, ale najprawdopodobniej będzie pracował mniej ekonomicznie, emitował więcej składników toksycznych, a być może mniej korzystny rozkład temperatur w komorze spalania spowoduje przegrzewanie zaworów wydechowych, denka tłoka, całego silnika oraz osadzanie się większej ilości nagaru. Wynika to z tego, że wszystkie kształty komory wirowej, to wynik żmudnych obliczeń, zakończonych wieloma próbami prototypów komór oraz badaniami trwałościowymi silników, przeprowadzonymi przez producenta silnika. Firmy dokonujące napraw, nie są w stanie przeprowadzić podobnych prób, dlatego też winny używać części identyczne jak oryginał.
Fotografie 13 i 14 prezentują komory wirowe silników ZS różnych marek samochodów.
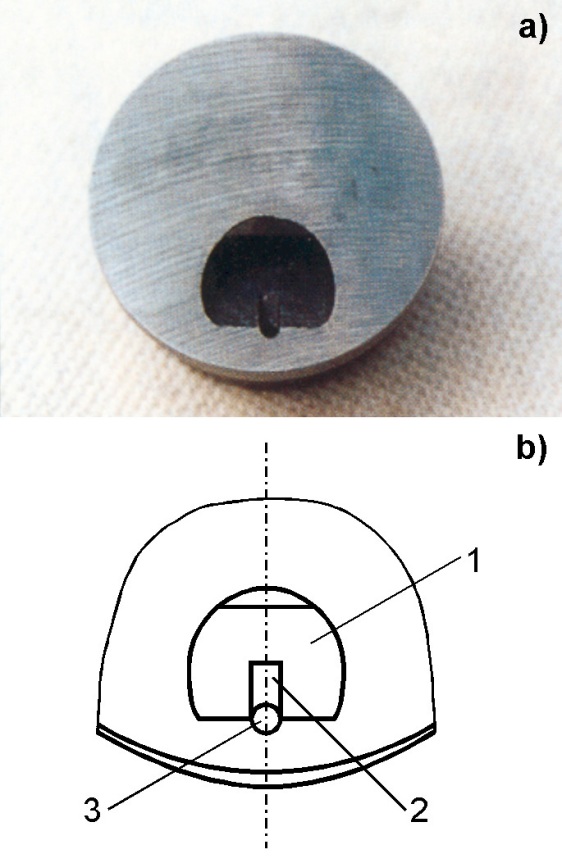 Fot.13 Nadwymiarowa komora wirowa silnika ZS firmy Nissan (a). Z pośród innych wyróżnia się tym, że w kanale 1 (b) komory wirowej, łączącym obie części komory spalania, są wykonane: rowek 2 i otwór przelotowy 3. Są producenci nadwymiarowych komór wirowych, którzy w komorach wirowych dla tych silników rezygnują w wykonania rowka 2 i otworu 3. Wprawdzie w innych komorach wirowych nie spotyka się tych elementów, ale widocznie w komorach wirowych tych silników muszą one być, a więc zamiennik też je musi posiadać.
Fot.13 Nadwymiarowa komora wirowa silnika ZS firmy Nissan (a). Z pośród innych wyróżnia się tym, że w kanale 1 (b) komory wirowej, łączącym obie części komory spalania, są wykonane: rowek 2 i otwór przelotowy 3. Są producenci nadwymiarowych komór wirowych, którzy w komorach wirowych dla tych silników rezygnują w wykonania rowka 2 i otworu 3. Wprawdzie w innych komorach wirowych nie spotyka się tych elementów, ale widocznie w komorach wirowych tych silników muszą one być, a więc zamiennik też je musi posiadać.
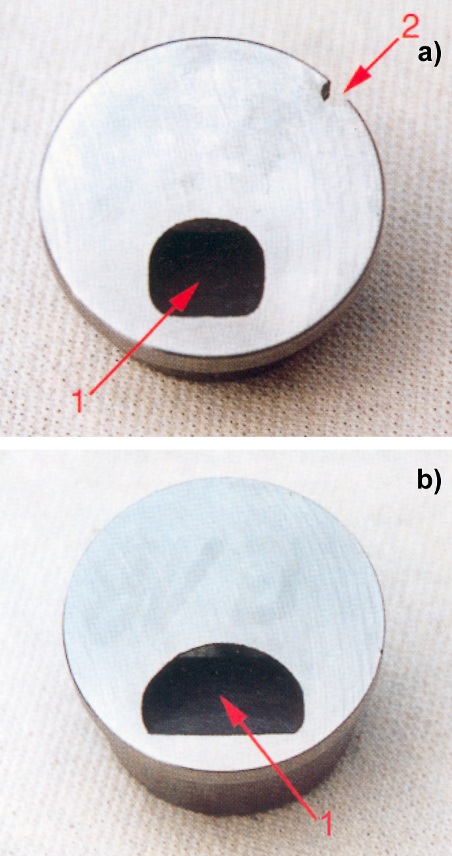
Fot.14 Nadwymiarowe komory wirowe do silników ZS firm Citroën (a) oraz Peugeot (b). Oznaczenia na rysunku: 1 – kanał łączący obie części komory spalania; 2 – rowek przeznaczony dla kołka ustalającego położenie kątowe komory wirowej względem głowicy.
Uszkodzenia górnej części głowicy i elementów układu rozrządu
Gdy w następstwie zerwania paska zębatego napędu rozrządu, tłok „spotyka się” z otwartymi zaworami, na nie i elementy napędu rozrządu działają znaczne siły. Zawory gnąc się, uszkadzają prowadnice, a siła uderzenia chce wyrwać wałek rozrządu z miejsc łożyskowania. W wyniku tego następują pęknięcia (fot.15a) lub wykruszenia (fot.15b) gniazd śrub mocujących pokrywy gniazd łożyskowych wałka rozrządu. Po zespawaniu pęknięć lub wypełnieniu spoiwem ubytków materiału, jeśli uszkodzenie było duże, należy ustalić miejsce wykonania gniazda śruby, bazując na rozstawie śrub w pokrywie.
![]()
![]() Fot.15 Zerwanie paska napędu rozrządu może spowodować uszkodzenia gniazd śrub mocujących pokrywy gniazda łożyskowych wałka rozrządu: a – tylko pęknięcie, b – wykruszenie materiału.
Fot.15 Zerwanie paska napędu rozrządu może spowodować uszkodzenia gniazd śrub mocujących pokrywy gniazda łożyskowych wałka rozrządu: a – tylko pęknięcie, b – wykruszenie materiału.
Należy ponadto zwrócić uwagę, czy pęknięciu nie uległa pokrywa gniazda łożyskowego. Jeśli tak, to po jej zespawaniu konieczne jest powtórne wytoczenie gniazda łożyskowego w pokrywie. Należy również sprawdzić, czy wszystkie gniazda łożyskowe wałka rozrządu są ustawione w osi. Sprawdzeniu powinien być poddany również wałek rozrządu, celem sprawdzenia czy nie uległ zgięciu. Mogą je wywołać siły, które spowodowały przedstawione na fot. 16 uszkodzenia szklanek popychaczy. Należy również sprawdzić, czy gniazda, w których pracują szklanki popychaczy, nie mają powiększonej (rozbitej) średnicy. Uszkodzenia innych elementów rozrządu: zaworów, gniazd zaworowych i prowadnic zaworowych, będą tematem oddzielnego artykułu.
![]()
![]() Fot.16 Tak zniszczone szklanki popychaczy zaworów, to również „efekt” zerwania paska napędu rozrządu. Na fot.(a) widoczny jest jeszcze fragment pozostałego denka 1 szklanki popychacza (współpracuje z nim krzywka wałka rozrządu). W szklance popychacza widocznej na fot.b, denko to zostało oderwane całkowicie.
Fot.16 Tak zniszczone szklanki popychaczy zaworów, to również „efekt” zerwania paska napędu rozrządu. Na fot.(a) widoczny jest jeszcze fragment pozostałego denka 1 szklanki popychacza (współpracuje z nim krzywka wałka rozrządu). W szklance popychacza widocznej na fot.b, denko to zostało oderwane całkowicie.
Kompleksowa naprawa głowicy
Jej zakres zależy od stopnia uszkodzenia głowicy. Jeśli wykonywana jest tylko doraźna naprawa, pozostawiając nie naprawiane te elementy, które jeszcze mogą pracować, to należy liczyć się z kolejną naprawą w momencie gdy i one osiągną graniczne zużycie.
Zaleca się aby przy naprawach głowic silników o dużych przebiegach, względnie gdy zakres napraw po uprzednim uszkodzeniu jest znaczny, przeprowadzać kompleksową naprawę głowic. Obejmuje ona:
– spawanie pęknięć głowicy i obróbkę nadlewek;
– wyrównywanie płaszczyzny styku głowicy z uszczelką podgłowicową (1, fot.17) i sprawdzenie jej płaskości;
– osadzenie nowych prowadnic zaworowych 4 – prowadnice powinniśmy rozwiercać wykańczająco po ich wtłoczeniu w gniazda głowicy, a nie wbijaniu, bowiem wbijanie powoduje pęcznienie materiału prowadnicy, a więc zmniejszeniu ulega średnica wewnętrzna prowadnicy, co w konsekwencji może doprowadzić do zawieszenia zaworu;
– osadzenie, frezowanie i docieranie gniazd zaworów dolotowych 2 i wydechowych 3 oraz sprawdzenie szczelności zaworów;
– montaż w naprawionych gniazdach nadwymiarowych komór wirowych 5 (dotyczy silników ZS);
– sprawdzenie szczelności kanałów układu chłodzenia głowicy, w nominalnej temperaturze pracy (ok. 90OC).
![]()
![]() Fot.17 Widok głowicy silnika ZS po kompleksowo przeprowadzonej naprawie. Oznaczenia na rysunku: 1 – powierzchnia styku głowicy z uszczelka podgłowicową, 2 – gniazdo zaworu ssącego, 3 – gniazdo zaworu wydechowego, 4 – prowadnice zaworowe, 5 – nadwymiarowa komora wirowa. Opis w tekście.
Fot.17 Widok głowicy silnika ZS po kompleksowo przeprowadzonej naprawie. Oznaczenia na rysunku: 1 – powierzchnia styku głowicy z uszczelka podgłowicową, 2 – gniazdo zaworu ssącego, 3 – gniazdo zaworu wydechowego, 4 – prowadnice zaworowe, 5 – nadwymiarowa komora wirowa. Opis w tekście.
Wskazówki dotyczące prac wykonywanych przy głowicach silników spalinowych
Wkręcając w głowicę świecę zapłonowe, wtryskiwacze czy świece żarowe, pierwsze kilka obrotów należy wykonać pokręcając dany element palcami lub kluczem (gdy jest utrudniony dostęp), ale bez użycia żadnego pokrętła. Dopiero gdy jesteśmy pewni, że gwint dobrze „chwycił” możemy dalej dokręcać kluczem. Wymienione elementy dokręcamy kluczem dynamometrycznym lub w przypadku świec zapłonowych kierujemy się ogólnymi zasadami ich dokręcania. Gwinty wymienionych elementów należy pokryć warstwą smaru grafitowego, molibdenowego lub miedzianego – ułatwi to późniejsze odkręcenie i zmniejszy ryzyko uszkodzenia gwintu. Nie wolno do tego celu używać smaru łożyskowego lub oleju silnikowego.
Należy unikać wykręcania świec zapłonowych z gorącego silnika.
Zalecam w otwory głowicy wkręcać szpilki i śruby z gwintami pokrytymi smarem grafitowym lub miedzianym. W silnikach wysilonych, szpilki lub śruby mocujące kolektor wydechowy zalecam wkręcać z gwintami pokrytymi smarem ceramicznym, który wytrzymuje temperatury do 1400OC (smar taki jest w ofercie firmy Würth).
Jeśli świeca zapłonowa, wtryskiwacz czy świeca żarowa wykręca się oporem należy się wstrzymać z jej wykręcaniem, a w miejsce wkręcenia wprowadzić środek, który zwiększy poślizg gwintu, np. lekki olej z dodatkiem dwusiarczku molibdenu (taki jest w ofercie np. Sonax-a) lub środek do odrdzewiania z dodatkiem dwusiarczku molibdenu (taki jest w ofercie np. Liqui-Moly).
Do wykręcania i wkręcania wtryskiwaczy w silnikach ZS firmy VW, należy używać jedynie kluczy nasadowych, o cienkich ściankach. Użycie np. klucza oczkowego umożliwi wprawdzie odkręcenie wtryskiwacza, ale zewnętrzna średnica oczka jest miejscami za duża i gdy oprze się ono o ściankę głowicy (jest mało miejsca pomiędzy wtryskiwaczem a ścianką głowicy), to przy kręceniu kluczem, oczko klucza działając na zasadzie klina, może spowodować wyłamanie z głowicy tej części, w którą kręcony jest wtryskiwacz.
Przy zauważeniu objawów zwiększonego zużycia oleju, przez silnik, jeśli jest to wynik spalania większych ilości oleju, należy ustalić i usunąć przyczynę. Spalanie oleju powoduje osadzanie się dużych ilości nagaru. Gdy przyczyną nieszczelności są uszczelniacze prowadnic zaworów, to powstający w wyniku spalania większej ilości oleju nagar na trzonku zaworu, może spowodować zawieszenie się zaworu. Nagar powstający na przylgni grzybka zaworu, może spowodować brak szczelności zaworu, a w konsekwencji przegrzanie grzybka zaworu (szczególnie zawór wydechowy).
Montażyści układów gazowych LPG nie leńcie się – tak chciałbym zaapelować po tym co kilkukrotnie widziałem, gdy wiercone były otwory w kolektorze dolotowym, a opiłki leciały do jego wnętrza. „To przeleci” tłumaczą. Mnie, skręca z takiej niefrasobliwości i odpowiadam, że „może się uda”. Jeśli bowiem nawet mały wiór przyczepi się do przylgni zaworu, to dana komora spalania nie będzie szczelna, a zawór szybko ulegnie zniszczeniu.
Z takich samych powodów jak powyżej, nie należy przy głowicy zamontowanej na silniku przeprowadzać napraw gwintu świecy, z wykorzystaniem np. wkładek naprawczych Heli-Coil (Böllhoff Co.) lub tulejek systemu Time-Sert (Würth). Należy ją niestety zdemontować z silnika.
Jeszcze raz do montażystów układów gazowych LPG. Proszę pamiętać, że mieszanka powietrzno-gazowa, szczególnie w zakresie średnich obciążeń, spala się w wyższych temperaturach niż mieszanka powietrzno-benzynowa (brak chłodzącego oddziaływania parujących kropel paliwa na samą mieszankę oraz na elementy układu dolotowego). Jeśli jeszcze dla zminimalizowania zużycia gazu, ustawiana jest uboga mieszanka, to powoduje ona dalszy wzrost temperatury procesu spalania (to samo dotyczy mieszanek powietrzno-benzynowych) a więc jeszcze wyższe temperatury zaworów i naprężenia wywołane różnicami temperatur głowicy, co przyspiesza jej zużycie i zwiększa ryzyko zniszczenia.
Artykuł powstał podczas wizyty w firmie Moto-Szlif s.c. w Łodzi. Moimi przewodnikami byli współwłaściciel firmy mgr inż. Krzysztof Leszczyński oraz pracownicy tej firmy.
Mgr inż. Stefan Myszkowski – Studio Konstrukcyjno-Konsultacyjne





Komentarze