Downsizing w przemyśle motoryzacyjnym to na dzisiaj nie trend, a suchy fakt. Nikogo już chyba nie dziwi samochód segmentu klasy C czy D z „mikroskopowym” silnikiem o pojemności tysiąca dwustu centymetrów sześciennych. Jednym z powodów przeprowadzania tego typu zabiegów jest oczywiście próba redukcji masy samochodu lub chociaż zbilansowania ostatecznej wagi wskutek przyrostu wagi jego pozostałych podzespołów. Zanim jednak poczyniono tak „drastyczne” skutki, jakim było redukowanie liczby cylindrów, downsizing miał swoje początki na nieco innej płaszczyźnie.

Zwiększające się znaczenie ochrony środowiska wymuszało na producentach samochodów odpowiednie zabiegi już od jakiegoś czasu. Choć silnik spalinowy nie przeszedł żadnej znaczącej rewolucji od ponad wieku, nie wszystko musi być takie, jakim zostało zaprojektowane pierwotnie. I rzeczywiście takim nie jest, bowiem współczesne materiały i technologie pozwalają inżynierom na znacznie więcej, w tym także podczas prób opracowania kompromisu będąc pod presją oczekiwań klientów, księgowych i ekologów. Jedną z ciekawszych zmian w konstrukcji silnika przeszły pokrywy zaworów.
Rozkład temperatury silnika spalinowego jest nierównomierny i zależy od wielu czynników. Jednak można określić typowe przedziały charakterystyczne dla poszczególnych elementów. Choć temperatura spalin silników benzynowych może osiągać nawet ok 1100’C, jest to temperatura lokalna, a dzięki prawidłowo działającemu smarowaniu i chłodzeniu nie ma tak bezpośredniego i bezwzględnego wpływu na silnik jako całą konstrukcję. Temperatura bloku silnika waha się od 90 do 120’C, głowicy cylindrów 120-150’C, a pokrywy zaworów 80-110’C. Można więc zauważyć, ze pokrywa zaworów jest jednym z chłodniejszych obszarów konstrukcji i ten fakt postanowili wykorzystać konstruktorzy silników zmieniając materiał, z którego jest wykonana.
Choć można wyróżnić konstrukcje, w których pokrywa jest istotnym elementem z punktu widzenia ustanowienia pozycji wałka (wałków) rozrządu, w zdecydowanej większości przypadków tak nie jest, zatem stanowiła idealny element do zmodernizowania. Wytrzymałość mechaniczna, chemiczna i termiczna to główne wymagania, jakie należałoby postawić nowemu tworzywu konstrukcyjnemu pokrywy zaworów i założenia te bardzo dobrze spełniają nowoczesne tworzywa sztuczne, jak poliamid, czy polipropylen. Co więcej, produkcja klasycznych pokryw wymaga zaangażowania szerszego wachlarza dziedzin przemysłu – od hutnictwa po obróbkę skrawaniem. Zanim otrzymamy finalny produkt należy wykonać (aluminiowy) odlew, a następnie poddać go obróbce wyrównującej powierzchnie montażowe, tak by były zdolne do współpracy z uszczelkami i zapewnienia szczelnego zamknięcia głowicy cylindrów.
W kosztowny sposób otrzymujemy produkt, który za sprawą gęstości aluminium nie może konkurować z nowoczesnym i lekkim plastikiem, który we właściwie przygotowanym procesie wymaga jedynie wtryśnięcia do formy, by otrzymać gotowy produkt. Produkcja jest tańsza, szybsza, a sam produkt lżejszy, może uzyskiwać bardziej skomplikowane kształty i jest odporny na korozję. Brzmi jak produkt doskonały stanowiący doskonałą odpowiedź na ekologiczne i ekonomiczne wymagania dzisiejszych czasów. Niestety jak pokazuje życie, nie jest wolny od wad. „Plastik” nie jest odporny na potencjalne uszkodzenia mechaniczne, a z założenia lekka i często w skomplikowany sposób uformowana konstrukcja w tym nie pomaga. Konstruktorzy silników dostrzegli także inne szanse wynikające z produkcji „wspierającej” możliwe do wykonania skomplikowane konstrukcje i zaczęto implementować w pokrywy szeregi rozwiązań odpowietrzania skrzyń korbowych. Od takich, w których można było osadzić filtry, po odrzutnikowe.












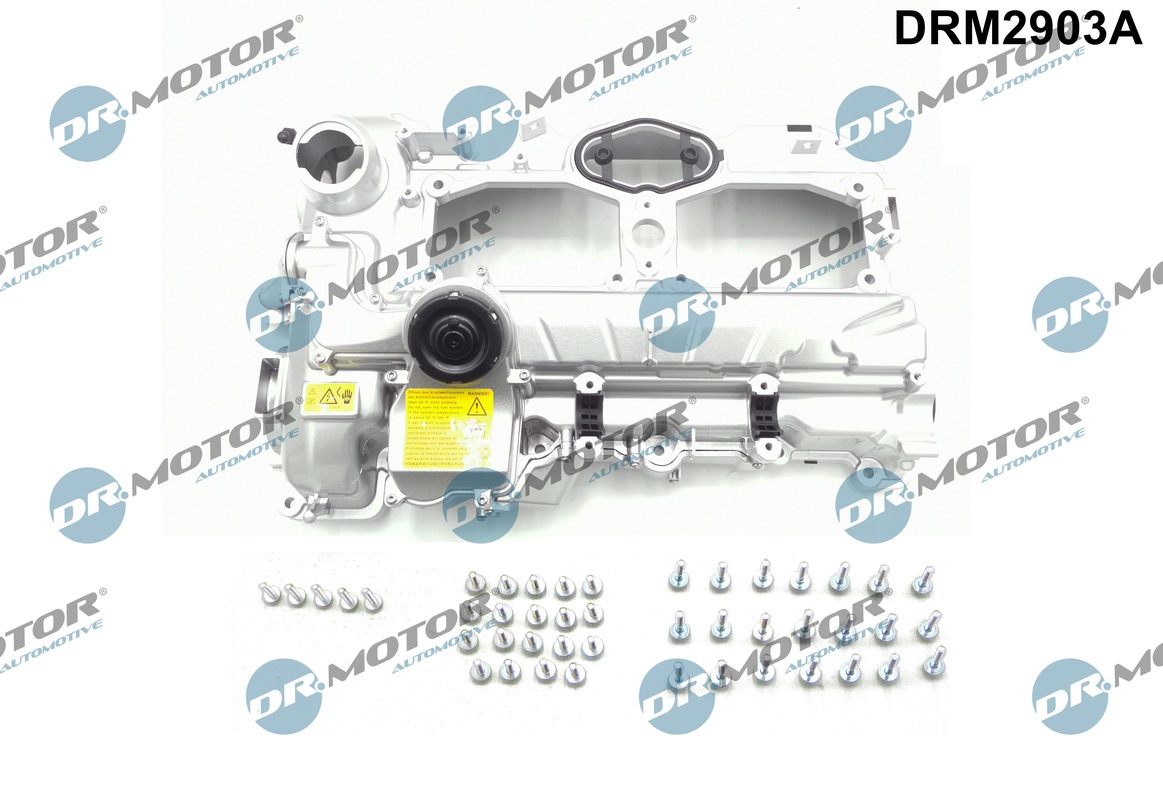
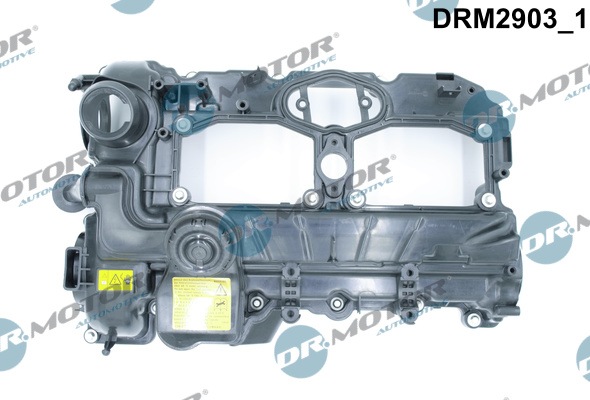
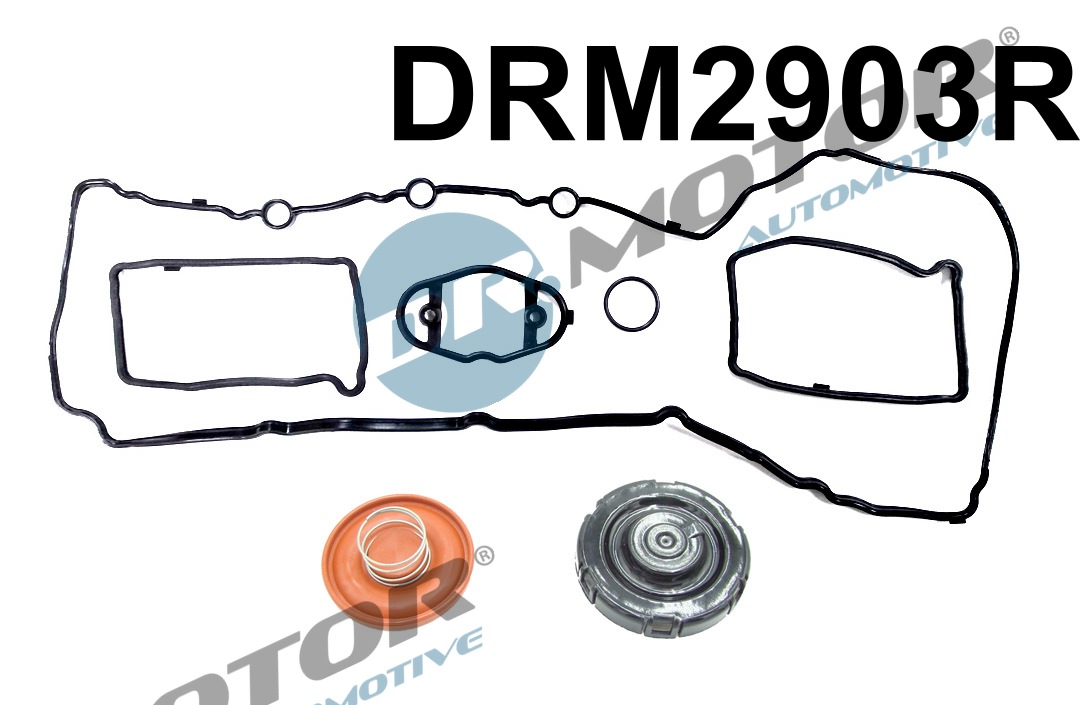
O ile oba rozwiązania nie są idealne, tak w tym drugim przypadku bardzo często wszelkie niedrożności tzw. „odmy” skończyć się muszą wymianą całej pokrywy na nową. Praktyka pokazuje także, że często dochodzi do uszkodzeń wynikających np. ze zbyt mocnego dokręcania śrub lub urwanych króćców. Plastikowe pokrywy zaworów stały się więc produktem bardzo poszukiwanym na rynku części zamiennych, a odpowiedzią na te potrzeby jest stale rozszerzająca się oferta produktów DR. Motor, która nie tylko budowana jest w oparciu o możliwie najszersze pokrycie parku samochodowego, ale jest także stale udoskonalana tak, by możliwie najpełniej odpowiadać na realne potrzeby klienta i różne warsztatowe scenariusze.
W taki oto sposób np. popularna pokrywa silników koncernu PSA 1.6HDI może występować „solo” pod numerem DRM16904 lub we wzbogaconym zestawie DRM16904S, w którym zawarty jest pękający zazwyczaj podczas montażu lub demontażu króciec. Co więcej, pod numerem DRM16904R znajdziemy zestaw naprawczy wyżej wymienionej pokrywy, dzięki któremu wymiana całej pokrywy nie jest konieczna, jeśli tylko jej stan na to pozwala. A gdyby i tego było mało rozbudowany zestaw naprawczy DRM16904RS dopełnia całości.
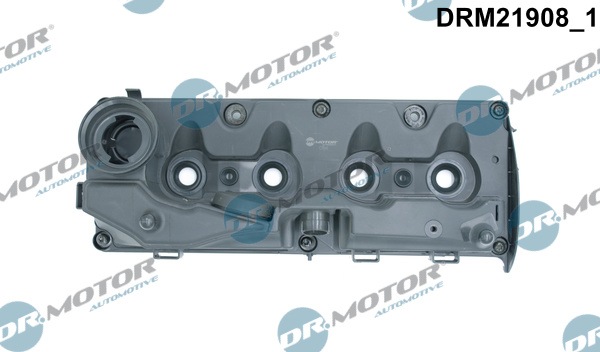
Domeną oferty jest idea zagwarantowania dostępności aplikacji o szerokim spektrum, dlatego nie jest to przykład odosobniony. Gro występujących w ofercie pokryw, jak np. DRM21908, DRM21916, DRM2903 itp. także posiada swoje odpowiedniki w postaci zestawów naprawczych z literą R na końcu numeru produktu . W chwili pisania tego artykułu w ofercie polskiego producenta znajduje się ponad 200 referencji, a ugruntowana pozycja dostawcy części gwarantuje wymaganą jakość. Zaoferowane jako jedne z pierwszych na rynku nieoryginalnych części, pokrywy doskonale przyjęły się wśród mechaników. Analityczne, perspektywiczne podejście i zaangażowanie jakie firma wkłada w ustanowienie odpowiedzi na potrzeby rosnącego rynku motoryzacyjnego gwarantuje obopólny sukces.
O tym świadczyć może również fakt, że części marki Dr.Motor Automotive znajdziemy na półkach dystrybutorów nie tylko na rynku europejskim ale również w Afryce, Ameryce Środkowej i Południowej a nawet na Madagaskarze.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}